Commercial vehicle brake pads operate under far heavier thermal loads, vehicle weights, and duty cycles than standard passenger car brake systems. For fleet operators and aftermarket distributors, manufacturing consistency matters just as much as braking power. Even small variations in raw materials, hot pressing conditions, or curing processes can lead to uneven wear, brake noise, shortened service life, and costly downtime.

This article explains how commercial vehicle brake pads are manufactured step by step — and why each stage of the production process directly affects long-term braking performance, fleet reliability, and product consistency. The descriptions below follow Tuoba’s brake pad manufacturing process, which runs nine sequential stages: raw material reception → mixing → backing plate preparation (degreasing/shot blasting, glue application, drying) → press cure → curing oven → grinding & drilling → scorching → painting → print & packaging, with shims, clips, and springs assembled in at the final stage.
Why Manufacturing Consistency Matters for Commercial Vehicle Brake Pads
Ask any fleet manager what they actually buy when they buy brake pads, and they won’t say “friction material.” They’ll say predictability.
A pad that wears 20% faster in one batch than the next throws maintenance schedules into disarray. Inconsistent friction coefficient between batches produces uneven braking that drivers notice within days. Brake squeal generates warranty returns even when stopping performance is technically acceptable. Thermal fade on a long descent puts safety — and the fleet’s insurance posture — at risk.
These aren’t quality problems caused by a bad brake pad formulation. They’re consistency problems caused by an undisciplined production line. Two pads made from the same brake pad formulation, on the same equipment, can perform very differently if one was pressed at slightly lower temperature, mixed slightly longer, or cured in a less uniform oven zone. That’s why serious commercial vehicle brake pad manufacturers treat process control as the product — not the brake pad formulation.
The seven steps below are where consistency is built — or lost.
Step 1: Raw Material Inspection for Brake Pad Friction Material
A modern commercial vehicle brake pad contains 12 or more critical material categories — and the supplier behind each one determines whether friction material consistency can be held over multi-year production. At Tuoba, our incoming material program is built on long-term relationships with global tier-one suppliers across every functional ingredient class:
| Material Category | Strategic Suppliers |
|---|---|
| Powdered resin | U.S. SI Group, Sumitomo (Japan) |
| Titanate salt | Otsuka (Japan) |
| Metal sulfides | Tribotecc |
| Aramid fiber | Teijin (Netherlands), Kolon (Korea) |
| Granular graphite | Showa Denko (Japan), Superior Graphite |
| Mineral fibers | Lapinus (Netherlands) |
| Zirconium silicate | Saint-Gobain (France) |
| Metallic fiber | Zhangjiagang Xinli |
| Spraying powder | DuPont (China) |
| Anti-squeal shim | Trelleborg (Sweden), Wolverine (USA) |
| Friction powder | Zhuhai Caldera |
This isn’t a sourcing list — it’s a quality system. Cheap substitute materials are the number-one root cause of unstable friction performance and poor durability in commercial pads. By qualifying long-term suppliers across all 12 categories, every incoming lot arrives with a documented certificate of analysis verified by FTIR/XRF spectroscopy against retained reference samples, and small samples from each batch are archived for years to support batch tracking when field issues arise. This is the foundation of brake pad material engineering and the first checkpoint in brake pad quality control.
Step 2: Mixing and Friction Material Preparation
Mixing is the most underestimated step in the entire brake pad production process. To an outsider it looks like blending — but mixing precision directly determines friction coefficient stability, wear rate, and brake stability across the pad’s service life.
Three things have to go right: weighing accuracy, mixing sequence, and cross-contamination control. Tuoba addresses all three through an integrated automatic mixing system built around four engineering principles:
- Italy Toledo metrology with closed-loop weighing — automated systems hold ±0.1% precision, where manual weighing exceeds ±2% and 2% off on the abrasive content alone is enough to fail a dynamometer test
- Barcode scanning at material feed — prevents the wrong ingredient from entering the wrong batch, the most common cause of cross-contamination errors
- Fully sealed pipeline with no dust release — eliminates airborne cross-contamination between formulations
- Dual scale system + total repeat scale verification — every batch is weighed twice on independent systems, with discrepancies flagged before mixing begins
The system is supplemented by 20 automatic weighing machines for sub-ingredient preparation. Inconsistent material mixing is one of the most common root causes of uneven fleet brake performance — and it’s invisible until pads are already in service. Real-time SPC monitoring of mix parameters is what holds batch-to-batch friction coefficient inside the ±0.02 window that distinguishes OEM-grade output.
The production systems shown below illustrate how Tuoba controls brake pad friction material consistency in real-world manufacturing. From temperature-controlled raw material storage and automatic weighing stations to integrated mixing systems and robotic pressing equipment, every stage is engineered to minimize variation and maintain stable friction performance across every production batch.


Step 3: Hot Pressing and Forming Process
In hot pressing, the mixed friction compound and steel backing plate are loaded into a heated mold. Pressure of 25–30 MPa and temperature of 150–170°C are applied for 5–7 minutes. The phenolic resin softens, flows around fibers and fillers, then cross-links into a rigid thermoset matrix bonded to the backing plate.
Tuoba’s commercial vehicle pads are produced on a fully-automatic robot pressing line with single-cylinder, single-cavity equal-ratio press architecture, robot-driven whole-process automation, error-proofing through barcode scanning and feeding, and four-station independent control. For commercial vehicle pads — which are thicker, heavier, and run under higher loads than passenger pads — this matters in three specific ways:
- Pressure curve precision (with degas cycles that let trapped gases escape) prevents internal voids that cause cracking or pad separation under sustained thermal load
- Mold temperature uniformity prevents under-cured zones that wear early and over-cured zones prone to brake fade
- Bonding strength between friction material and backing plate is one of the most safety-critical parameters in any commercial pad — Tuoba’s HCV (heavy commercial vehicle) line maintains shear strength per ISO 6312 at minimum 400 N/cm² and internal shear strength per ISO 6311 at minimum 8 N/cm²
The pressing area is continuously optimized and tonnage capability has been progressively expanded across multiple equipment upgrade cycles. Stable hot pressing is what gives commercial brake pads the long-term durability in heavy-duty applications that fleet buyers rely on.
Step 4: Curing and Scorching for Thermal Stability
After pressing, pads pass through a high-temperature curing oven at 180–230°C for several hours, completing the polymerization the press began. Under-cured pads outgas in service, producing early-stage brake noise and reduced fade resistance. Over-cured pads become brittle.
Scorching then briefly exposes the friction surface to 480–650°C, burning off the top layer of resin. This isn’t a finishing flourish — it’s what stabilizes the friction layer before installation, and the benefits matter specifically for fleet buyers:
- Fade resistance improves because residual organic gases that would otherwise outgas during the first thousand kilometers are eliminated upfront
- Bedding consistency improves because surface porosity is opened slightly, so the pad reaches stable friction behavior within hours instead of days
- Unstable friction during break-in is dramatically reduced, meaning drivers experience consistent pedal feel immediately after a brake service
Tuoba’s HCV pads are formulated with compressibility per ISO 6310 held at maximum 1.00% (cold) and 2.00% (hot), with typical Rockwell HRR hardness of 90 and acetone extraction below 0.3% — all parameters that depend on properly executed curing and scorching to remain stable across batches.
Step 5: Grinding, Slotting, and Chamfering
Post-press finishing operations are where final performance characteristics are dialed in. They look like cosmetic steps. They’re not.
Precision grinding brings the friction surface to specified flatness within ±0.05 mm, controlling initial contact area with the rotor. Uneven contact in the first hundred kilometers is the single most common cause of brake squeal complaints in the warranty window.
Slotting cuts grooves across the friction surface, providing escape paths for gases generated during hard braking, channeling water away in wet conditions, evacuating dust and wear debris, and breaking up the contact area to reduce vibration. Commercial vehicle pads use deeper, more aggressive slot patterns than passenger pads to handle higher thermal loads.
Chamfering angles the leading and trailing edges of the friction surface. Without chamfers, a fresh pad presents a sharp edge to the rotor on first contact, generating high-pressure points that produce squeal and uneven initial wear. Properly chamfered pads engage with progressively increasing contact stability.
After grinding and drilling operations, backing plates pass through an anticorrosion painting line — a step that protects against the salt, road spray, and chemical exposure that commercial vehicles face year-round, particularly in winter and coastal markets. These operations together are where noise reduction, brake performance consistency, and brake squeal prevention are designed in.
Step 6: Shim Installation and Noise Control
Brake noise is the single most common reason end customers reject otherwise functional pads. Brake squeal complaints drive warranty returns and damage distributor reputation even when stopping performance is acceptable.
Modern brake pad manufacturers use shims, chamfering, scorching, and precise grinding together to reduce NVH issues before products leave the factory. The shim itself — a multi-layer damping plate bonded to the back of the friction material — absorbs vibration before it reaches the caliper. Tuoba sources anti-squeal shims from Trelleborg (Sweden) and Wolverine (USA) — two of the most established global suppliers in the friction damping space — and uses Japanese-grade adhesive systems for shim bonding to ensure consistent adhesion across batches. Inconsistent shim bonding produces pads where some perform quietly and others squeal — same batch, same SKU, different real-world experience.
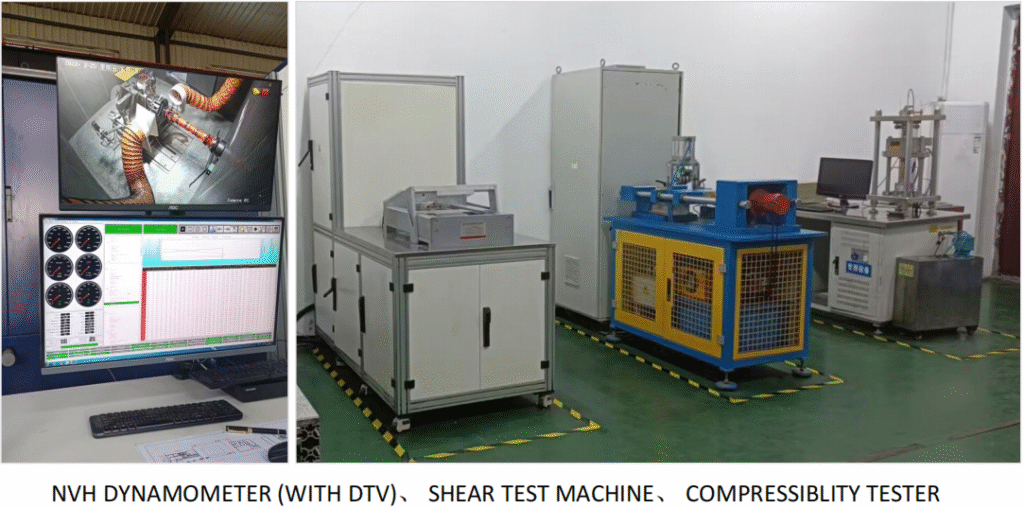
Final NVH validation runs on Tuoba’s in-house NVH dynamometer with DTV (Disc Thickness Variation) test function, following SAE J2521 protocols across temperature, pressure, and speed combinations. NVH testing is treated as ongoing batch verification, not a one-time certification exercise. For fleet and aftermarket distributors, this is what separates pads drivers don’t notice from pads that generate complaints on every long descent.
Step 7: Final Inspection and Dynamometer Testing
Final inspection isn’t where defects are caught — by then it’s too late. It’s where disciplined upstream processes are verified to have produced output within specification. Testing matters more than appearance.
Tuoba’s in-house testing infrastructure for commercial vehicle pads includes three core platforms running in parallel:
- NVH dynamometer with DTV — SAE J2521 noise characterization plus disc thickness variation analysis
- Shear test machine — destructive testing to ISO 6311/6312 requirements (a pad that fails shear in the lab would fail catastrophically on a vehicle)
- Compressibility tester — verifying ISO 6310 cold and hot compressibility for pedal feel consistency
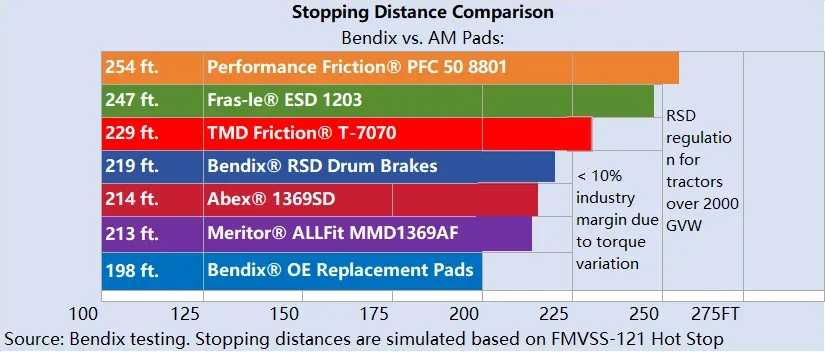
These are supplemented by friction coefficient verification (CHASE tester per SAE J661), density and porosity checks, and thickness tolerance verification at ±0.1 mm using CMM equipment. Every batch is benchmarked against established commercial vehicle reference brands — for HCV applications, Tuoba’s compounds are benchmarked for coefficient of friction and wear against Bendix-equivalent OE performance, with safety performance compliant with FMVSS 121.
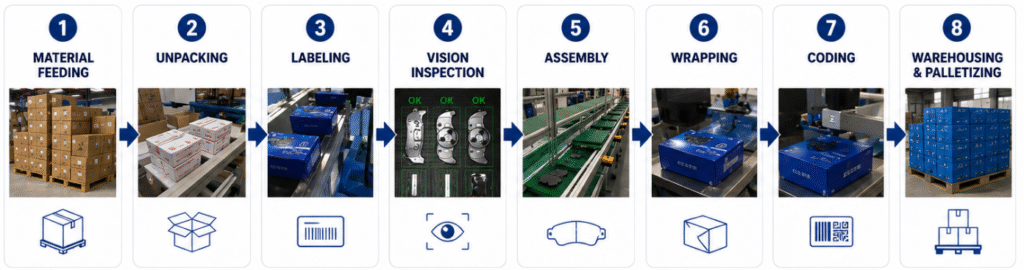
Compliance is backed by a full certification matrix: IATF 16949 automotive quality management, ISO 14001 environmental, ISO 45001 occupational health and safety, FMSI membership, China National High-Tech Enterprise status, 3C, AMECA, E-mark E11, ECE R90, Leaf Mark (copper-free certification), SGS ELV 2000/53/EC compliance, IMDS & CAMDS material data registration, and PICC product liability insurance. The packaging line itself includes anti-error infrastructure — automated boxing, visual scanners verifying each pad before packaging, and barcode label printing linking every box back to its production batch. Combined with batch-level documentation linking every pad to specific raw material lots, mix batches, and press parameters, this is what gives fleet and OEM buyers the ability to investigate field issues at the batch level rather than the supplier level.
How Production Capacity Affects Delivery Stability
A factory that can produce excellent samples but can’t scale to your peak season volumes hurts your business more than one with slightly less impressive samples that delivers every month. Delayed shipments, unstable supply, and peak season shortages are commercial realities for any buyer who hasn’t checked capacity carefully.
Tuoba’s facility — a serious brake pad manufacturing plant and large scale brake pad manufacturer — produces over 10,000 tons of brake pads and 600,000+ sets of brake shoe assemblies annually. The production line is built around three structural capabilities that protect lead time stability:
- Fully-automatic press machines with optimized pressing area and increased tonnage capacity, supporting higher throughput on commercial vehicle pad geometries
- Automated transfer between stations — robot-driven material handling between mixing, pressing, curing, scorching, and finishing reduces both labor variability and bottleneck risk
- Anti-error packaging lines with visual scanners, barcode label printing, automated boxing, and shrink-wrap quality verification — protecting against the labeling and packaging errors that disrupt aftermarket distribution
This combination of an advanced brake pad production line, automated manufacturing systems, disciplined production scheduling, and verified monthly capacity is what keeps lead times stable during global peak season (September–December), when smaller workshops often struggle to meet demand. For OEM, fleet, and commercial vehicle programs requiring multi-year supply continuity, a reliable brake pad production line is not optional—it is essential.
OEM and Private Label Brake Pad Manufacturing
| Formula Series | Application | Material Type | Braking Output | Heat Fade Resistance | Noise | Rotor Wear | Pad Wear | Cleanliness |
|---|---|---|---|---|---|---|---|---|
| MTF 1XX | Heavy-duty braking | Semi-metallic | 8.5 | 7.5 | 8.0 | 7.5 | 8.5 | 8.5 |
| MTF 2XX | High-μ applications | Low-metallic | 9.0 | 8.5 | 8.5 | 7.5 | 8.5 | 8.0 |
| MTF 6XX | Passenger car NAO | NAO | 8.5 | 7.5 | 9.0 | 8.5 | 8.5 | 9.0 |
| MTF 5XX | NAO Cu\&Sb Free | NAO | 8.0 | 7.5 | 9.0 | 8.5 | 8.5 | 9.0 |
| MTF 8XX | Commercial vehicle / bus | Low-metallic | 8.5 | 8.0 | 8.0 | 8.0 | 7.5 | 8.0 |
| MTF 7XX | Racing / performance | Low-metallic | 9.5 | 9.0 | 7.5 | 7.5 | 7.5 | 8.0 |
For commercial vehicle programs specifically, MTF 1XX (heavy-duty semi-metallic) and MTF 8XX (commercial low-metallic) are the two primary platforms — each tunable to specific vehicle weight, duty cycle, and climate profile. This is what serious custom formulations look like in practice: not a single off-the-shelf compound, but a structured library that can be matched to your application and adjusted by our R&D team.
Customization extends to laser marking for batch identification and brand markings on backing plates, branded packaging designed for retail, e-commerce, or fleet distribution channels, MOQ flexibility that lets private-label brand owners scale without legacy-brand volume floors, and fleet-specific compounds engineered for the predictable wear profiles that fleet maintenance schedules depend on.
The question commercial buyers actually ask is “Can you support a long-term OEM program?” The answer comes from R&D depth, formulation library breadth, mold inventory, multi-line redundancy, and documented OEM experience — Tuoba serves domestic OEM programs including Yutong, DFM, XEV, Bethel Automotive Safety Systems, and Geely, and the discipline required for OEM serial production carries directly into private-label aftermarket programs.

Why Fleet Buyers Look Beyond Price
For fleet operators and commercial vehicle distributors, the real cost of brake pads is not just the purchase price — it is the long-term impact on maintenance intervals, downtime, driver safety, and operational reliability.
A $4-per-pad savings looks attractive in the quote. On 4,800 pad sets per year for a 200-truck fleet, that appears as $19,200 in apparent savings. But if the cheaper supplier produces a 6% warranty rate instead of 1.5%, the extra 216 warranty events cost $38,880 in replacements and add $86,000–$170,000 in unplanned downtime. The cheaper supplier ends up costing $100,000+ more annually — entirely traceable to production stability differences that weren’t visible at the purchase order stage.
Consistent manufacturing processes help reduce unpredictable wear, brake noise, and premature failures, making production stability far more valuable than short-term price reductions. Heavy duty brake pads, fleet brake pad supplier relationships, and brake pad batch consistency all converge on the same truth: total cost of ownership is what fleet buyers actually manage. Unit price is just the entry point.
Work with a Commercial Vehicle Brake Pad Manufacturer
Tuoba is a family-run commercial vehicle brake pad manufacturer based in China with 20 years of production and export experience. We supply over 110 brand customers across 50+ countries, hold ECE R90, IATF 16949, ISO 14001, ISO 45001, AMECA, E-mark, Leaf Mark, FMSI, 3C, and SGS ELV certifications, and operate full in-house dynamometer testing including NVH (with DTV), shear strength, compressibility, and SAE J2521 validation.
Our capabilities include OEM and private label programs across the MTF formulation library, fleet-specific compound development, custom packaging and laser marking, multi-line production capacity supporting predictable lead times, and complete batch traceability from raw material — sourced from SI Group, Sumitomo, Otsuka, Tribotecc, Teijin, Kolon, Showa Denko, Lapinus, Saint-Gobain, DuPont, Trelleborg, and Wolverine — to final inspection. Domestic OEM customers include Yutong, DFM, XEV, Bethel Automotive Safety Systems, and Geely.
If you’re evaluating commercial vehicle brake pad suppliers — for OEM programs, fleet operations, private-label builds, or aftermarket distribution — we’d welcome a conversation about your part numbers, application requirements, and supply timeline.