
If you’re sourcing brake pads for an OEM program, a commercial vehicle fleet, or a distribution channel, you already know the cheapest unit price is rarely the right answer. What you actually need is a brake pad manufacturer whose production line can deliver consistent batches, predictable lead times, and full regulatory compliance — for years, across thousands of part numbers, without surprises.
Here’s the part that’s easy to miss: the wrong choice doesn’t show up at the purchase order. It shows up six months later — as warranty claims you didn’t budget for, audit failures that disrupt your program, or supply gaps that hit during peak season when you have the least flexibility. That’s why experienced B2B buyers treat brake pad sourcing as a risk-management decision rather than a procurement task.
This guide is written for buyers who already understand brake pad basics, so we won’t re-explain the manufacturing process from scratch — our existing brake pad production line guide covers that in engineering detail. Instead, you’ll learn what matters when you’re evaluating a brake pad factory as a long-term partner: how production reliability is actually built, which regulations gate which markets, what different B2B customers should optimize for, and where the industry is heading next.

How a Brake Pad Production Line Works
A modern brake pad manufacturing process moves raw materials through six controlled stages before reaching packaging. For B2B buyers, the interesting question at each stage isn’t the engineering detail — it’s the control discipline that determines whether batch #500 looks like batch #1.
Raw Material Inspectio
Every brake pad uses 15–25 ingredients: metal fibers, ceramic fibers, aramid fibers, phenolic resins, friction modifiers, fillers, and lubricants. The quality of these materials determines far more than basic friction performance. It affects noise behavior, wear rate, thermal stability, bonding strength, dust generation, and long-term consistency across production batches.
A disciplined brake pad factory does not simply accept incoming materials based on supplier certificates. Each incoming lot is checked against pre-approved specifications before it enters production. Key materials such as resin, fibers, graphite, rubber powder, and metal components should be verified through physical inspection, moisture testing, particle size control, and chemical identification.

Key materials are verified through FTIR and XRF analysis, allowing the factory to confirm both chemical composition and material consistency before production begins. These material fingerprinting systems help prevent formulation drift, reduce batch-to-batch variation, and ensure long-term product stability across large-scale production programs.
For OEM, fleet, and private label buyers, the real value is not only in testing the material once. It is in building a traceable system. A reliable factory keeps retained reference samples from each approved lot and stores them for years. If a field issue appears later, the factory can trace the finished brake pad back to the original raw material lot and compare it with the archived sample. That is what separates a controlled production system from a factory that only reacts after problems happen.
Friction Material Formulation and Mixing
Semi-metallic, low-metallic, ceramic, and organic brake pads are not just marketing categories. Each formula has a different material structure and requires a different mixing strategy. Some ingredients are added to improve friction stability, some to reduce noise, some to control wear, and others to improve heat resistance or reduce dust.
The mixing process determines whether these ingredients are evenly distributed throughout the compound. If fibers, resin, and friction modifiers are not properly dispersed, the finished pad may show uneven wear, unstable friction, excessive noise, or inconsistent braking feel.

Automated weighing plays a major role here. A well-controlled production line can hold weighing tolerance at around ±0.1%, while manual weighing may exceed ±2%. This difference looks small on paper, but it can directly affect friction coefficient stability from batch to batch. For a distributor, this may show up as inconsistent customer feedback. For a fleet operator, it may show up as uneven replacement intervals. For an OEM program, it may become a validation or warranty problem.
Mixing time, mixing sequence, temperature, and material loading order also matter. A disciplined factory records these parameters for each batch, rather than relying only on operator experience. That record becomes part of the factory’s quality traceability system.
Hot Pressing and Molding
Hot pressing is the stage where the friction material is bonded to the steel backing plate under controlled pressure and temperature. In many brake pad production lines, pressure is typically around 25–30 MPa, while temperature is usually controlled around 150–170°C, depending on the formula and product type.

This stage determines three key characteristics: density, thickness uniformity, and bonding strength. If pressure is unstable, the friction material may not form a consistent internal structure. If temperature is not controlled properly, the resin may not cure correctly. If bonding is weak, the pad may fail shear strength requirements or create serious safety risks in demanding applications.
For commercial vehicle brake pads, hot pressing is even more important because the pad must withstand higher loads, higher braking temperatures, and longer service cycles. A small process deviation at this stage can later appear as cracking, delamination, vibration, or abnormal wear.
A reliable factory does not only control the machine settings. It also monitors press time, mold temperature, pressure curves, backing plate preparation, adhesive application, and post-curing conditions. These details determine whether batch #500 performs like batch #1.
Finishing — Grinding, Slotting, Chamfering
After hot pressing, the brake pad still needs finishing before it can meet application requirements. Grinding, slotting, and chamfering are not cosmetic steps. They directly affect fitment accuracy, rotor contact, noise control, and early-stage braking performance.
Industrial-grade grinding controls pad thickness, surface flatness, and parallelism. A controlled grinding process can hold flatness within tight tolerances, such as ±0.05 mm. This matters because the first contact between the brake pad and rotor affects bedding-in behavior, pedal feel, and initial noise performance.

Slotting creates channels in the friction material. These slots help release gas, water, dust, and heat during braking. For heavy-duty vehicles, slots can also help reduce thermal stress and improve braking stability under continuous load.
Chamfering shapes the leading and trailing edges of the pad. This helps reduce squeal, especially during the first few hundred kilometers of use, which installers often call the bedding-in period. Poor chamfering may not cause immediate failure, but it can create customer complaints related to brake noise, vibration, or poor comfort.
For B2B buyers, finishing quality is where production discipline becomes visible. Poorly controlled finishing often leads to inconsistent dimensions, installation problems, noise complaints, and higher after-sales cost.
Anti-Corrosion Coating
The steel backing plate is exposed to moisture, road salt, humidity, temperature changes, and chemical contamination during service. Without proper anti-corrosion treatment, rust can weaken the backing plate, affect pad appearance, reduce bonding reliability, and shorten product life.
For commercial vehicle applications, backing plate coating is often tested through salt spray performance, such as ≥48 hours. This test is a practical way to evaluate whether the pad can survive winter road salt, coastal humidity, and normal fleet operating conditions.
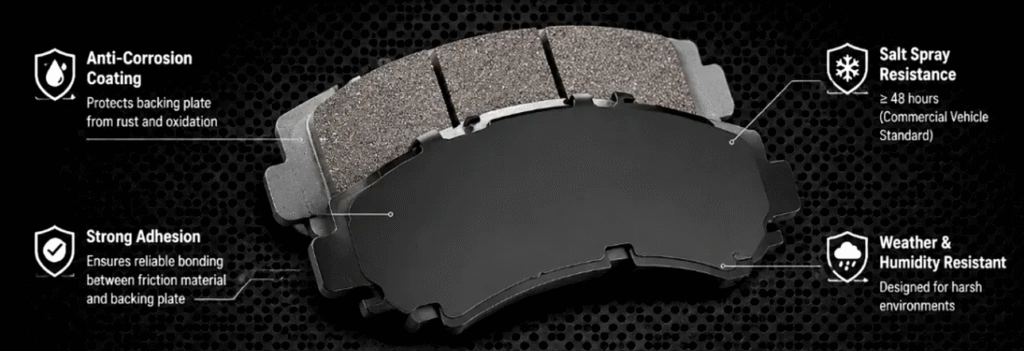
Anti-corrosion coating is especially important for distributors and private label customers because product appearance affects market confidence. A brake pad that arrives with visible rust or develops corrosion quickly in storage can damage brand reputation before the product is even installed.
A reliable factory controls surface cleaning, coating thickness, curing temperature, adhesion, and salt spray testing. For long-distance export, this process also helps protect products during ocean shipping, warehouse storage, and regional distribution.
Quality Inspection
Quality inspection is not a single final check before packaging. In a mature brake pad factory, inspection is built into every stage of production: raw material approval, mixing, pressing, curing, grinding, coating, and final batch release.
Batch-level testing may include SAE J2521 for NVH validation, SAE J2707 for wear-life testing, ECE R90 friction coefficient verification, shear strength testing per ISO 6312, and compressibility testing per ISO 6310. These tests help confirm that the brake pad meets both performance and compliance expectations.

For B2B buyers, the most important part is traceability. Each batch should be linked back to its raw material lots, formula version, mixing parameters, press cycles, inspection records, and test results. When a problem appears in the field, the factory should be able to investigate by batch number rather than guessing.
This is particularly important for OEM programs, fleet supply agreements, and private label brands. A single quality issue can affect not only one shipment, but also customer trust, warranty cost, and future purchase orders.
For B2B buyers, here’s the thing: every factory has these stages. The question worth asking is “Can you show me your SPC charts, traceability records, and batch-level test reports for the last twelve months?” — and SPC (Statistical Process Control) is just the structured way a disciplined factory tracks whether their process is drifting before it shows up as a quality problem.
Friction Materials: Choosing the Right Technology for Your Application
The three primary friction material families each serve different markets, and the right choice depends on the application — not on which one is “best.” Here’s how to think about each.

Semi-Metallic Brake Pads
Steel fiber content gives semi-metallic compounds the highest thermal capacity and the toughest sustained-load durability you can buy. They’re the default choice for heavy-duty commercial vehicles, long-haul trucks, and mountain-route fleets — applications where thermal fade resistance matters more than NVH refinement. The trade-off you accept: more noise potential, faster rotor wear, and more visible dust.
Low-Metallic Brake Pads
Low metallic brake pads sit between semi-metallic and ceramic, offering balanced performance for fleets whose duty cycle crosses multiple application types. Many European OEM commercial vehicle programs default to low-metallic — precisely because it handles mixed-route operations without forcing a trade-off in either direction.
Ceramic Brake Pads
Ceramic compounds give you the best NVH control, lowest dust generation, and the most rotor-friendly behavior. For urban transit, delivery fleets, passenger-comfort-sensitive applications, and EV programs, ceramic brake pads are engineered for the duty cycle. The trade-off: reduced thermal capacity under sustained extreme load — which is why you don’t see ceramic on heavy mountain freight.
Low-Noise and Low-Dust Custom Formulations
Beyond the three base families, custom brake pads can be engineered for specific market requirements — quietest brake pads for urban transit (where every squeal generates a passenger complaint), low-dust formulations for premium passenger applications, EV-specific compounds tuned for regenerative braking duty cycles, and brake pad material engineering adjusted to your customers’ actual maintenance economics. A factory with real R&D depth can develop a compound matched to your customers’ usage profile — rather than forcing you to pick from a generic catalog.
Regulatory Compliance Across Global Markets
Brake pad certification isn’t paperwork — it’s three things at once: a legal liability shield, an export gate, and a customer trust signal. Three standards define global market access for commercial vehicle brake pads, and you should understand what each one actually does.
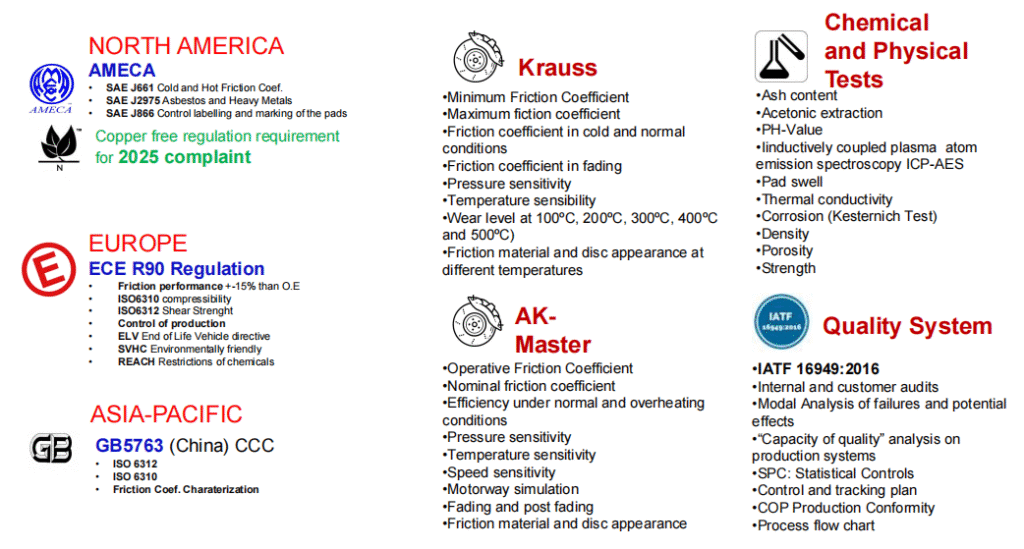
ECE R90 — The European Standard
ECE R90 requires aftermarket brake pads to perform within ±15% of OE friction behavior. It’s mandatory across the EU and recognized in over 50 countries — UK, Egypt, Malaysia, UAE, Colombia, South Africa, New Zealand, and many more. For distributors selling in these markets, ECE R90 certified pads aren’t optional — they’re your legal liability protection. Each part number family requires individual homologation testing, so the certificate has to be traceable to your specific product, not just to the factory in general.
FMVSS 135 — The U.S. Vehicle-Level Standard
FMVSS 135 is the U.S. vehicle-level brake performance standard. Here’s where it gets confusing for first-time exporters: the U.S. regulatory structure is different from Europe. There’s no mandatory replacement-part certificate equivalent to R90, so you have to verify that the supplier’s pads have been tested for OEM-compatibility against FMVSS 135 vehicle-level requirements. The practical implication — “ECE R90 certified” doesn’t automatically mean “compliant in the U.S. market.” Both must be verified separately, and a supplier serious about North American export will have both ready.
GB 5763-2018 — The Chinese Standard
GB 5763-2018 is the Chinese national standard for brake friction materials, covering friction coefficient stability, wear rate, density, hardness, and shear strength. It’s mandatory for products sold into the Chinese OEM and aftermarket channels — and increasingly referenced by Chinese commercial vehicle manufacturers exporting to global markets, since their OEM contracts often require GB compliance even on export units.
A serious brake pad manufacturer holds all three at once, plus system-level certifications — IATF 16949 (automotive quality management), ISO 14001 (environmental management), and AMECA registration for North American friction code recognition. The question worth asking isn’t “are you certified?” — every credible supplier is. It’s “can I see the certificate numbers, issuing bodies, and validity windows for the specific part numbers I’m sourcing?” That’s the answer that separates a real compliance position from a wall display.
Production Capacity vs Supply Reliability — What B2B Buyers Should Actually Evaluate
Here’s the section most sourcing guides skip — and the one you should pay closest attention to.
A factory producing 1 million sets per year and a factory producing 5 million sets per year don’t necessarily offer different supply reliability. Annual capacity isn’t the same as supply security. What actually determines whether a supplier can deliver on a multi-year program is four structural factors — not the headline volume number on their website.
Safety Inventory and Buffer Stock
A factory running at 95% capacity utilization year-round has no buffer for your urgent order — they’re already maxed out on existing customers. A factory carrying strategic safety inventory across high-volume SKUs (typically 30–60 days of forecasted demand) can absorb peak-season spikes, expedited orders, and quality re-runs without disrupting other customers. The question to ask directly: “What’s your current finished-goods inventory level on the part numbers I’m sourcing, and how do you manage seasonal stock buildup?”

Mold and Tooling Inventory
Brake pad geometry varies across thousands of vehicle applications, and each unique part number needs its own production tooling. A factory with deep mold inventory can launch new SKUs quickly without your part fighting for tooling slots with existing customers. A factory with thin inventory will quote you long lead times on any new part number — sometimes long enough that you miss the market window entirely. Mold count is one of the clearest signals of how seriously a factory has invested in product breadth.

Automation Level
Automated production lines deliver consistency at scale that manual lines simply can’t match. Automated weighing (±0.1% precision), robotic pressing, automated transfer between stations, machine-vision final inspection — each one removes a layer of human-driven batch variance. For OEM and fleet brake pad supplier programs that depend on multi-year batch consistency, automation level is the single strongest predictor of long-term product stability you’ll find.
Raw Material Supply Chain
A factory that rotates between three different phenolic resin suppliers based on weekly pricing will produce pads with three different thermal behaviors — regardless of how disciplined their production line is downstream. Verify that your supplier maintains stable long-term raw material relationships, with documented incoming inspection on every batch. The best factories qualify long-term partners across every ingredient category — phenolic resins, aramid fibers, metallic fibers, mineral fibers, friction modifiers, abrasives, shims — and they resist the temptation to substitute based on short-term cost pressure.
For OEM, fleet, and distributor buyers, stable brake pad supply is what these four factors deliver together. Not the headline annual capacity number on the brochure.
Industry Applications and Customer Value
Because different B2B customers operate under different cost structures, risk models, and performance expectations, they extract value from a brake pad supplier in fundamentally different ways. Understanding what actually drives value for your specific operation is what makes conversations with manufacturers more precise and commercially meaningful.
Commercial Vehicle and Fleet Operations
Commercial fleets — long-haul trucking, urban transit, mining, construction, bus brake pads programs — optimize for one thing above all others: predictable wear that aligns with scheduled maintenance intervals. A pad that lasts exactly 100,000 km in every vehicle is worth more than a pad that lasts 150,000 km on average with high variance — because fleet maintenance economics are built on schedule reliability, not peak numbers. Reducing fleet downtime by even a few hours per truck per year compounds into real operational savings across a 200-vehicle fleet.
OEM and Tier-One Programs
OEM customers need PPAP documentation (the Production Part Approval Process — basically a complete dossier proving your part will perform identically across serial production), IATF 16949-grade quality discipline, full batch traceability, and capacity that can scale a multi-year vehicle program from sample through serial production. OEM audits go deep into SPC records, control plans, and capability indices — and a supplier who can’t produce those documents on request isn’t an OEM-grade supplier, regardless of what their sales team claims.
Distributors and Aftermarket Channels
For aftermarket distributors, the value drivers are different — you’re optimizing for breadth of part-number coverage across vehicle applications, brake pad batch consistency across multi-year programs, platform-ready packaging for retail and e-commerce channels, and commercial vehicle brake pad solution flexibility that lets you do private-label branding without legacy-brand MOQ floors.

Private-Label Brand Owners
Private-label customers need everything the distributor needs — plus custom packaging design, laser marking on backing plates, formula adjustments matched to specific regional market preferences, and MOQ structures that let you build a brand without unrealistic volume commitments upfront.
In every case, the supplier evaluation is about long-term partnership risk — not about today’s unit price.

Maintenance Reference for Fleet and Distributor Customers
A brake pad manufacturer that supports its B2B customers properly provides more than product — it provides the operational reference data that helps your customers extract maximum value from each pad set. Here are the three questions your customers will ask you, and what good answers look like.
When to Replace Brake Pads
Industry consensus puts brake pad replacement at 3 mm of remaining friction material thickness for safe operation, with some commercial vehicle programs recommending replacement at 4 mm for an extra margin. Below 3 mm, two things happen fast: braking performance degrades, and the risk of rotor damage rises sharply — at which point you’re not just replacing pads anymore.
For a practical guide, you can refer to how to check if your brake pads need replacement, which explains visual inspection methods and real-world wear indicators in detail.
Typical Brake Pad Lifespan
Brake pad life varies dramatically by application — 30,000–50,000 km for severe-duty urban transit, 80,000–150,000 km for long-haul highway operations, and 20,000–40,000 km for mining or heavy construction. The variance within each application type traces primarily to driver behavior, terrain, and brake system maintenance — not to pad quality differences between reputable suppliers. Which is to say: if your customer is seeing erratic pad life across identical trucks, the answer usually isn’t the pad.
How Production Line Quality Extends Service Life
Predictable wear comes from consistent friction coefficient, uniform density, and stable binder chemistry — and all three depend on the production-line discipline described earlier in this article. A pad with 10% better wear-life from a poorly controlled production line is actually worth less than a pad with average wear-life from a tightly controlled one, because the predictability is what fleet maintenance schedules are built on.
For fleet TCO (Total Cost of Ownership) control, the formula is simple: predictable wear × controlled maintenance intervals × reduced unplanned downtime = significantly lower cost per kilometer over the program lifecycle.
What Fleet Buyers and Distributors Should Ask Before Choosing a Brake Pad Supplier
Here’s the checklist worth working through before placing your first significant order with any new brake pad manufacturer. Twenty questions, organized into five categories. Pay attention not just to what the supplier answers — but to how they answer. A confident, documented response signals a different kind of supplier than a confident verbal claim does.
Quality Questions
- What’s your batch-to-batch friction coefficient variance over the last twelve months — and can you show the SPC data behind it?
- What’s your in-process scrap rate, and what’s your root-cause analysis process when something fails?
- Can you provide complete batch traceability — from raw material lot all the way to finished pad — for any production batch I might ask about?
- What’s your warranty claim rate on commercial vehicle programs, and how do you investigate field failures when they happen?
Testing Questions
- Do you operate in-house dynamometer testing capable of SAE J2521 (NVH) and SAE J2522 (AK Master) protocols?
- Can you provide dynamometer reports for the specific part numbers I’m sourcing — dated within the last twelve months?
- What’s your wear-life testing protocol, and do you validate against SAE J2707?
- Do you perform shear strength testing per ISO 6312 on every batch, and what’s your minimum acceptance threshold?
Capacity Questions
- What’s your annual effective production capacity (not nameplate), broken down by friction material family?
- What’s your typical peak-season utilization — and how do you handle the September–December demand spike?
- What’s your current finished-goods safety stock level on the SKUs I’m sourcing?
- How many parallel production lines do you operate, and what’s your recovery process when one goes down?
Certification Questions
- Do you hold current ECE R90, FMVSS 135, and GB 5763-2018 certifications — and can you provide certificate numbers and issuing bodies?
- Are you IATF 16949 certified, and when was your last surveillance audit?
- Do you hold AMECA registration for North American friction code compliance?
- For Euro 7 compliance, what’s your current copper content in commercial vehicle formulations — and what’s your roadmap toward low-copper or copper-free alternatives?
OEM Questions
- Do you currently supply OEM programs — and which vehicle manufacturers?
- What’s your PPAP documentation process, and can you provide a sample for a comparable part number?
- What’s your capability for custom formulation development, and what’s the typical timeline from specification to validated sample?
- What MOQ structure do you offer for private-label and OEM programs?
A supplier who can answer all twenty questions clearly — with documentation backup — is operating at the level required for a multi-year B2B relationship. A supplier who deflects, generalizes, or asks for time to “get back to you” on multiple questions is telling you something important: the answers aren’t ready. Which is itself the answer.
Future Trends in Brake Pad Manufacturing
The brake pad industry is in the middle of its biggest material and regulatory transformation in three decades. If you’re entering a multi-year supply relationship, you need to understand where this is heading — because the supplier who’s compliant today may not be compliant in five years.
Four trends are shaping the next decade.

Low-Emission Friction Materials
Brake dust is now emerging as a regulated emission source under the Euro 7 framework, which was formally agreed in 2024 and introduces the first EU-wide limits for brake wear particles. Unlike previous standards, Euro 7 expands emissions control beyond exhaust gases to include non-exhaust sources such as brake and tyre wear.
While final test methodologies and thresholds are still being finalized under UNECE working groups, the regulatory direction is clear: brake particle emissions will become a measurable compliance parameter for OEM and supplier approval. This represents a structural shift in friction material development, requiring suppliers to balance braking performance with particulate emission control.
Low-Copper and Copper-Free Formulations
Copper has long been used in brake pads because it helps with heat control and keeps braking performance stable. But there is a downside — copper particles from brake wear can end up in water systems and affect the environment. Because of this, regulators in the U.S. have started to tighten rules around copper in friction materials.
As a result, low-copper and copper-free brake pads are becoming more important in the market. Industry forecasts suggest this segment will grow from about USD 4.9 billion in 2026 to around USD 8.6 billion by 2036, driven mainly by environmental regulations and the shift toward electric vehicles.
In the U.S., states like California and Washington have already introduced rules to reduce copper in brake pads step by step, targeting very low levels in the coming years. Similar policies are also being discussed in other regions, and the trend is clearly moving toward stricter environmental standards.
Today, many brake pad products on the market have already started to reduce copper content, and this shift is happening faster than many suppliers expected.
For buyers, the key question is very simple:
“How much copper is in your current formula, and are you ready for the upcoming low-copper requirements?”
EV-Compatible Brake Materials
Electric vehicles change braking dynamics fundamentally. Regenerative braking reduces the work the friction brakes do — which means pads spend more time idle and less time at operating temperature. New problems show up: corrosion between brake events, glazing from incomplete bedding, friction coefficient drift that doesn’t happen on ICE vehicles. At the same time, OEMs are treating braking refinement as part of overall brand perception — low-noise and low-dust performance is becoming a core specification parameter rather than a nice-to-have.
EV-specific formulations get evaluated on different criteria than ICE pads — friction coefficient consistency under partial-engagement conditions, thermal fade resistance during emergency regenerative-failure scenarios, dust coloration and particulate composition, wear rate stability across regenerative duty cycles, NVH spectra under low-energy stops. The supplier capable of supporting EV OEM programs today is the supplier positioned to grow into the next decade of the industry.
Automated Inspection Systems
The fourth shift is on the production line itself: automated inspection is moving from spot-check sampling to 100% in-line verification. Machine-vision systems verify dimensional accuracy, chamfer geometry, slot pattern, and surface defects on every pad before packaging. Barcode-based traceability links every pad back to its production batch. For OEM programs requiring zero-defect supply, automated inspection isn’t a future trend anymore — it’s already a baseline requirement, and suppliers without this capability will be screened out of OEM RFQ processes within the next product-launch cycle.
The question worth asking your supplier — “Which of these four trends have you already invested in, and which are still on a future roadmap?” — tells you whether they’re building for the next decade or just defending today’s position.
Conclusion: Why the Production Line Matters for OEM, Distributor, and Fleet Buyers
If you’re an OEM engineer, a commercial vehicle distributor, or a fleet procurement manager, the brake pad production line determines far more than annual output volume. It determines:
- Product consistency — whether batch #47 in year three behaves the same as batch #1 in year one.
- Noise behavior — whether your customers experience the warranty returns you didn’t predict.
- Service life — whether your fleet maintenance schedules hold or drift.
- Delivery stability — whether peak-season orders ship on time or arrive after the demand window closed.
- Long-term partnership risk — whether your supplier scales with your program or becomes a constraint on it.
These aren’t procurement variables. They’re engineering and risk-management decisions that compound across multi-year supply relationships — and they’re decided long before you ever sign a purchase order.
Looking for an ISO/IATF-certified brake pad manufacturer with stable production processes, ECE R90 compliance, and OEM development capability?
At Tuoba, we operate an IATF 16949-certified production facility with full compliance to ECE R90, FMVSS 135, GB 5763-2018, ISO 14001, ISO 45001, AMECA, E-mark E11, and Leaf Mark standards. Our annual capacity exceeds 10,000 tons of brake pads and 600,000+ sets of brake shoe assemblies.
We support global OEM, fleet, and aftermarket partners with automated weighing systems, robotic pressing lines, in-house NVH dynamometer testing (including DTV analysis), and full batch traceability from raw material to final inspection.
Contact us at Tuoba to discuss your brake pad project — share your OE numbers, target market, or technical requirements, and our engineering team will support you with a tailored OEM solution.


